第十八届蓝皮书论坛议程公布:三天,两个字,转折

来源:汽车商业评论(涂彦平)2022-02-28 12:23
“我国动力电池单体能量密度接近300Wh/kg、系统能量密度超过200Wh/kg。”这是今年1月工信部公布的数据。
动力电池能量密度逐年爬升,离不开动力电池技术的持续创新。在结构层面的创新上,方形电池正在往长和薄的方向发展,比如,比亚迪的刀片电池、国轩高科的JTM电池、蜂巢能源的短刀电池。
蜂巢能源2019年在上海车展首次展示了长度近600mm的短刀电池,2021年末发布“领蜂600”战略提出2025年产能目标提升至600GWh,并提出全域短刀化概念。

车规级的短刀电池究竟是如何生产出来的?2月25日,汽车商业评论等媒体应邀参观蜂巢能源金坛工厂,亲眼目睹了短刀电池的智能制造过程。
短刀电池的生产流程主要包括匀浆、涂布、辊压、模切、叠片、装配六大工序。每一个环节的表现都直接决定最终产品的安全和性能发挥。
围绕这六大工序,蜂巢能源做了一系列的创新。

在匀浆环节,蜂巢能源采用2300L大容量双行星搅拌设备,目前单体容量行业领先。每罐浆料生产的电池可配套纯电动车约10辆左右,更大的匀浆设备确保了产品品质和大规模工业化量产的一致性。
为了提升品质管控,蜂巢能源在浆料输送环节比行业通行标准多加了一道除磁工序,从而使得浆料级磁性异物含量可以做到50ppb以下(磁性异物重量占比十亿分之五十),高出行业水平50%。
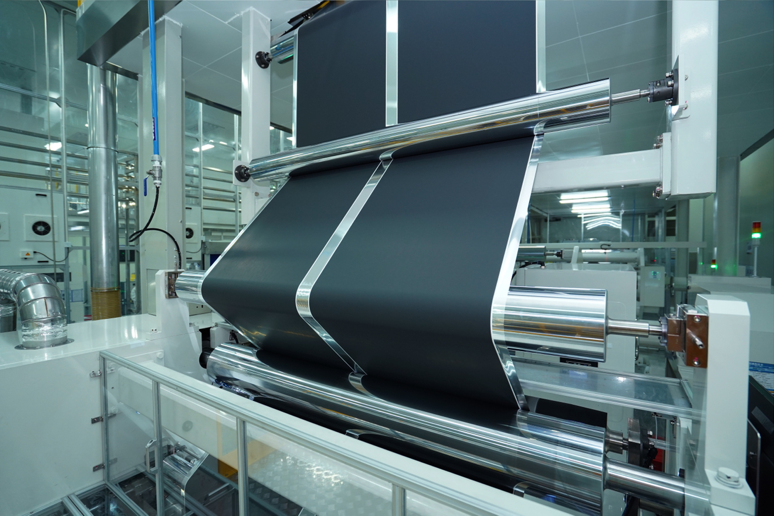
因为短刀电池比普通电芯更长,涂布的宽幅、速度、精度决定了短刀电池极片生产的效率和品质。蜂巢能源董事、工艺资深总监刘小安称,蜂巢能源采用1400mm超宽幅涂布机,一次出两列,涂布速度高达80m/min,处于行业领先水平。
为了保证涂布精度,蜂巢能源在涂布设备上设置三套β射线在线面密度检测系统和2套CCD实时涂宽检测系统,实现数据实时检测和控制,并达到自动闭环管控,涂布面密度可控制在±1.5%以内,涂布正反面错位≤0.5mm。
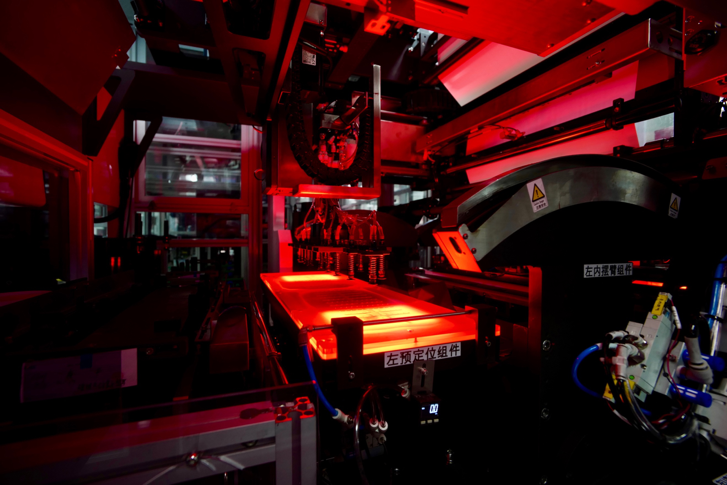
在辊压工序,蜂巢能源通过正极热辊压,负极双辊连续滚轧,正极辊压速度80m/min,在辊压机上进行电磁加热、红外线在线烘烤、在线激光测厚、废料边去除等技术集成,通过简化工艺实现更高效率。
模切工序最大的挑战则来自于效率和成本。与行业主流的五金模切不同,蜂巢能源在该环节全部应用了激光模切,不仅节省了模具投入和设备维护的费用,模切效率也由原来的30m/min提升至40-50m/min,效率提升40%。
对于采用叠片工艺的电池生产,叠片速度一直是行业痛点,而蜂巢能源一直引领高速叠片工艺,目前采用的叠片设备效率达到0.4s/片。
刘小安称,已研发完成的下一代超高速刀片式电芯极组成型设备,叠片效率可以做到0.125s/片,超越了卷绕极组成形效率。
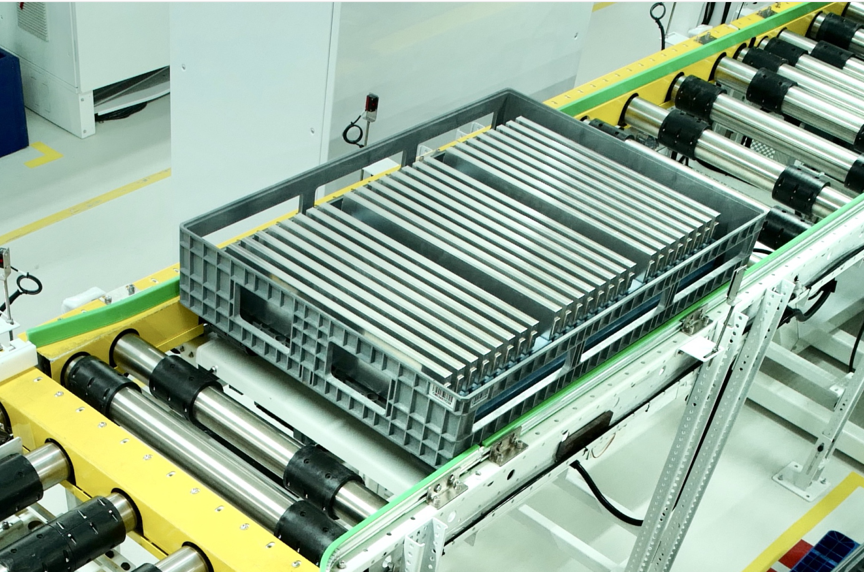
在极组物流运输环节,短刀电芯单极组的重量、长度尺寸是其它极组的1至2倍,因此对叠片至热压转运过程中极组对齐度的保证要求更高,传统的皮带物流线很难胜任要求,针对此,蜂巢能源在行业内率先导入使用了磁悬浮物流线。

相比于传统皮带物流线,磁悬浮物流线传输效率更高,可以达到皮带物流线的10倍,同时,磁悬浮运输车的加减速更加均匀,极组对齐度更易保证。此外,磁悬浮采用润滑滚动,相比于皮带线的滑动干摩擦,可以减少异物,且一致性更高,无碰撞问题,异物抑制率提升80%。

异物管控和焊接是装配环节的两大核心。为了保证装配过程的品质,蜂巢能源在电芯整个装配过程设置了4次hipot测试,产品异物的检出能力远高于行业2-3次的水平。颗粒物检测级别由业内200微米提升至50微米水平。
为了解决刀片电芯最难的周边焊接问题,蜂巢能源采用对缝焊接,正负极同时周边焊接,提升焊接效率50%以上,同时,采用超高速焊缝自动追踪焊接工艺,提升焊接良品率10%以上,焊接速度可以达到200mm/s。
为了保证高质量高效率的生产,蜂巢能源在现场管控还做了很多的措施,包括导入极组入壳前少抓取设计、防止划伤和过程变形的设计等。
六大工序,层层把关,不仅实现了电池更为严苛的品质管控,也大幅提升了生产制造效率。
蜂巢能源在全球规划了11个生产基地,金坛园区作为蜂巢能源建设的首个车规级动力电池AI超级工厂,共分四期建设,总产能规划为68GWh。目前,一期、二期工厂已经正式投产,在二期工厂中建设了首条“短刀”电池量产线,满产产能将达到2.5GWh。
“市场并不缺动力电池产能,但缺的是车规级高品质动力电池产能。”蜂巢能源董事长兼CEO杨红新表示。
面向TWh时代,动力电池企业要实现车规级高品质的动力电池产能和高效高质量交付,就需要不断革新制造工艺、更为严苛的把控生产过程,并通过智能化赋能制造。
刘小安介绍,金坛AI智能工厂的车规级主要是体现在工厂的管控严苛程度上,从电池产品生产过程中的异物管控到毛刺控制,从AI智能技术的应用到先进装配技术的应用和集成化工艺的应用,最终目的就是为了保证生产出符合汽车使用的高品质电池产品。
比如,蜂巢能源厂房洁净度采用万级洁净度控制标准,局部实现千级控制,达到芯片级生产的洁净度标准。在湿度控制上,从投料-电芯封口全制程1%湿度管控。
蜂巢能源还通过AI大数据分析进行质量智能检测,实现质量检测的智能化及无人化,利用人工智能将不良品的分类与工艺参数结合,自动寻找最佳参数,节约开发时间30%,智能化的设备健康管理、维护先期预警可以降低故障率,提高设备稼动率。
蜂巢能源的思路是,通过利用人工智能、先进分析和边缘/云计算等技术,对于效率提升、品质提升、碳追溯等各个环节,都将会起到至关重要的作用。

目前,蜂巢能源很多产线做的是磷酸铁锂、无钴、三元锂三种体系兼容性的设计和一些不同尺寸兼容性的设计。比如,短刀产线可以兼容从300毫米到500多毫米的电芯。
这种兼容性设计是开展智能制造的核心战略。“在早期如果规划得比较充分,对产线的投资并不会带来特别大的负担,但是可以很好的应对市场需求变化的不确定性。”杨红新还透露了一个数据,电池公司80%的投资是设备。
此外,电池制造过程中产生的海量数据如何利用起来,对提升产品质量,缩短制成周期都有非常大的好处。今年1月,蜂巢能源上海研发中心——章鱼博士智能技术(上海)有限公司成立,定位就是为BMS软硬件、工业软件、智能设备的控制器硬件、AI算法、灯塔工厂集成设计等方向提供研发支持。
杨红新表示,电芯长薄化的确是行业趋势,几个友商也在做300毫米、400毫米的电池,有的也量产了。“做不到600毫米有很多原因,其中一个原因就是制造技术和工艺。”

按照规划,蜂巢能源的短刀电池将涵盖从L300-L600的全尺寸短刀电池产品,覆盖从1.6-4C全域充电范围,覆盖从乘用车到储能、商用车、工程机械、非高速电车等全域使用场景,覆盖从无钴、三元到磷酸铁锂全域化学体系。
金坛工厂短刀电池从去年就开始量产,正处于爬坡阶段。杨红新透露,目前良品率在85%-90%的水平,目标是能够做到和传统的产品一样95%以上的水平。他说,“短刀的产线和全球其他所有电池产线比,都是最先进的。我们对这个产线非常有信心,能造出全世界最好的电池。”



