
长城汽车出征2026中国环塔国际拉力赛!

来源:汽车商业评论(周洲)2023-05-04 16:30
大圆柱电池第一次被人们熟知,还是在2020年9月特斯拉的电池日上。
当时,特斯拉推出一个像饼干盒一样的4680圆柱电池,“无极耳”“干电极”成为新技术关键词,动力电池行业的大圆柱时代悄悄拉开了序幕。
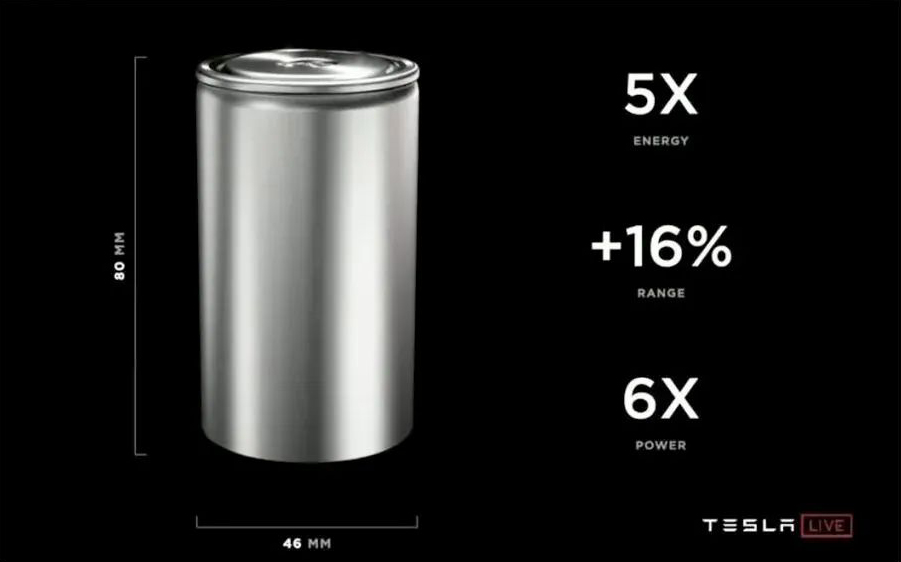
4680指的是圆柱形电池直径为46mm、高度80mm。大圆柱是相对于小圆柱而言。
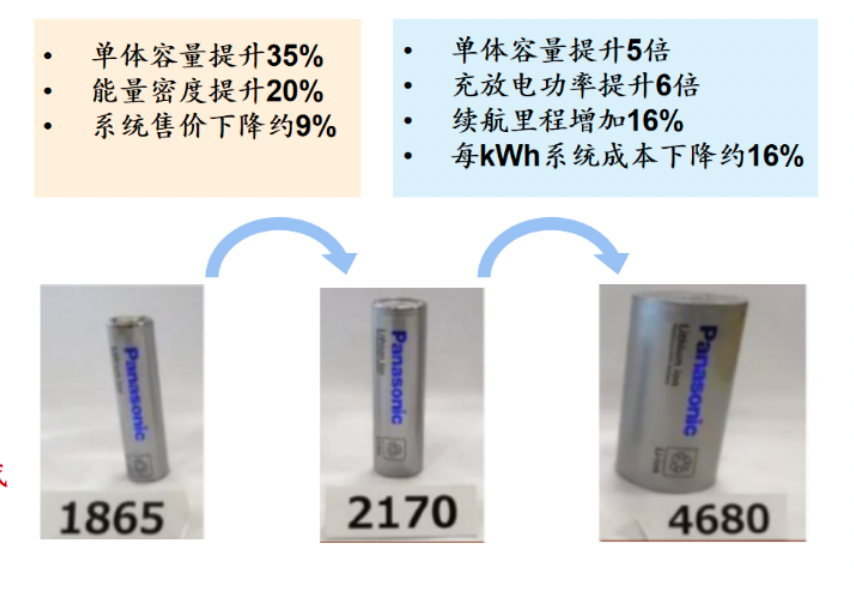
特斯拉最初的动力电池是松下生产的1865(直径为18mm、高度65mm)圆柱电池。
二三十年过去,圆柱形电池尺寸从小变大,这并不仅仅意味着尺寸升级。
多位电池企业高管表示,人们对电动车的关注点主要在安全性、续航里程、充电能力等方面上,一个解决方案和赛道就是大圆柱动力电池。
大圆柱电池不局限于某一家企业,是由很多车企和电池厂一起划下的一个赛道,该领域未来的可替代性和后续迭代范围,会逐渐扩大。
根据车企订单需求,今年开始放量的大圆柱电池主要适配中高端车型,也即多采用三元高镍型大圆柱电池。
华泰证券预计,46 系(直径46mm)大圆柱电池的需求主要由特斯拉、宝马等车企拉动增长,按照相关车企对 46 系大圆柱电池的需求规划,预计 2027 年全球 46 系大圆柱电池装机量有望达到 407.3GWh,对应市场规模 2036.6 亿元。
深圳市比克动力电池有限公司副总裁樊文光认为,到2030年,大圆柱电池会占到全球动力电池30%以上的市场份额。
圆柱型电池的流行以及从小圆柱变为大圆柱,用了30多年,特斯拉是最重要的技术革新者和推动者。
最早将圆柱型锂电池进行商用的是索尼公司。1991年,索尼发布了1865圆柱电池,开启了锂电池商用时代。
松下第一个为车企提供圆柱电池。1997年,全球首个混合动力汽车丰田普锐斯搭载了松下产的圆柱型电池,成分是镍氢电池。
一位熟悉内情的电池业内人士称,2001年特斯拉觉得造电动车可行之时,四处求人提供车载电池,当时鲜有人看好电动车的前景,特斯拉找不到电池供应商。
最后,特斯拉找到松下,用松下做笔记本电脑的电池,自己组成pack装到汽车里。
电动车稍微起量之后,特斯拉邀请松下将电池产线移到自己的一个工厂里节省物流成本,帮着做电池。
2008年,特斯拉首款豪华轿跑车 Roadster 问世,“创造性”地用了 7000 多节松下制造的 1865 三元锂电池,由此拉开了特斯拉与松下长期的合作序幕。2016年,二者从采购关系变为合资建厂,二者的合作开创了纯电动汽车圆柱电池时代。
2017年,特斯拉与松下共同研发的 2170 圆柱电池应用于 Model 3 上,采用正极材料 NCA(镍钴铝)+负极硅碳方案,单体容量较 1865 电池提升约 35%。
2020 年 9 月特斯拉召开“电池日”活动,推出 4680 大圆柱电池,标志着动力电池行业进入大圆柱时代。
自此,整车和电池领域内各企业争相布局大圆柱电池,希望在下一代车型和电池设计上争取主动权。
樊文光称,一年前,处在新能源车企第一梯队的只有特斯拉一家愿意使用或者有明确意向打造关于大圆柱电池的纯电平台,第二梯队的有国内少数车企以及宝马集团。
一年后,北美已经有特斯拉、通用等至少4家车厂,欧洲有宝马等至少3家,国内有蔚来、江淮等至少6家车厂都有关于大圆柱纯电平台的明确意向,而且其中有不少是在高端产品线全部采用大圆柱。
鉴于发展初期遭遇到电池供应短缺的不爽经历,特斯拉选择自造电池,2022年在加州弗里蒙特试点工厂一周产出86.8万个4680电芯。
至少有10家以上的全球动力电池企业,比如宁德时代、LG新能源、松下、三星SDI、中创新航、亿纬锂能、远景动力、比克电池、航天锂电等布局及放量,另外还有一些车厂也在研发大圆柱动力电池。
樊文光科普道,大圆柱本身是一个压力容器,行业里出现的所有电池化学体系,正极的全固态电池-半固态电池-高镍三元-低镍的NCM622、NCM532-磷酸铁锂-磷酸锰铁锂-钠电池,负极的锂金属-石墨+硅-纯石墨,都能装载进大圆柱里。
这很像不同口味的寿司,可以更换里面的馅。
“这个也是大圆柱电池另外一个非常核心的优势,就是比较好的适应性,对应不同的平台都会有比较好的兼容性。”樊文光说。
大圆柱可以向下兼容磷酸铁锂等经济型化学材料,但它的意义在于引爆满足高能量密度需求的材料市场,对于三元锂电池正极材料8系以上的(镍占比超过80%)甚至9系,负极材料方面对于高性能石墨还有硅氧、硅碳都会有相当大的需求。“它会引爆280Wh/kg以上的材料体系市场。”樊文光说。
根据中汽数据,从不同材料来看,2022年已售新能源汽车中所搭载的三元电池平均能量密度约为154Wh/kg,所搭载的磷酸铁锂电池平均能量密度约为128Wh/kg。
也因此,根据车企订单需求,今年开始放量的大圆柱电池主要适配中高端车型。
华泰证券预计,全球大圆柱动力电池装机量在2023年将达到15.6GWh,大圆柱户储电池装机量为0.4GWh。
圆柱形电池的直径从最初的18mm、21mm,逐渐升级为26mm(2665)、32mm(3265)、34mm(3420),为何最后主流大圆柱电池的直径定为46mm?
在动力领域,圆柱电池尺寸增大虽然能够减少整车使用的电芯节数,降低BMS的管理难度,但是会带来性能和安全方面的问题。
根据华泰证券研究,电池容量每提升10%,其循环寿命大约会降低20%,充放电倍率会降低30%-40%,同时电池会有20%左右的温升。如果持续增大电池尺寸,则会面临牺牲安全性所带来的风险。
从直径46mm开始,整车续航开始下降,同时降本的边际效益也逐步趋缓,因此从电池的整体性能和成本两方面看,46mm 直径是当前生产工艺水平下的最优解。
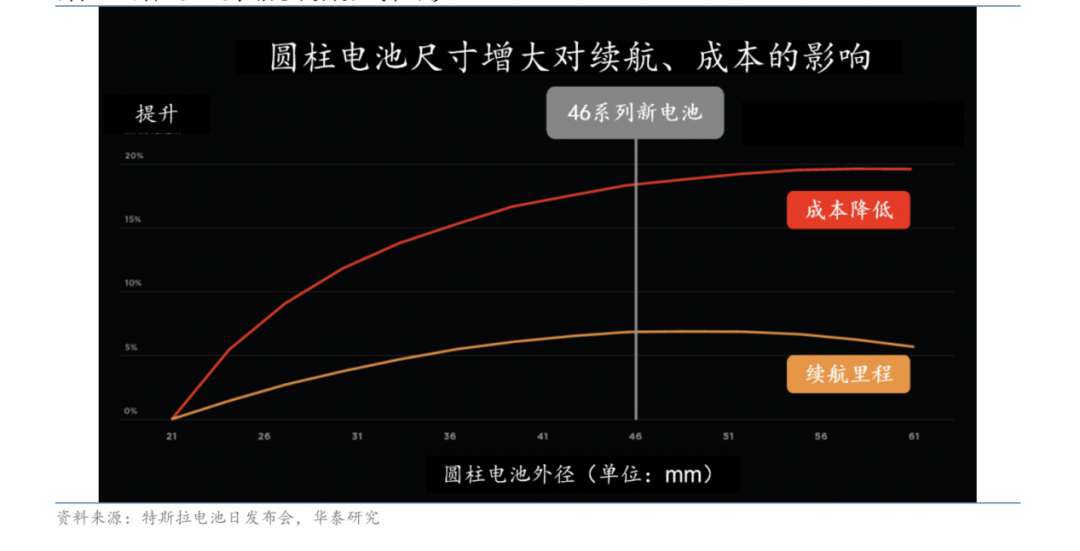
从1865到2170,电池单体容量提升35%,能量密度提升20%,系统售价下降约9%;从2170到4680,按照特斯拉的说法,其4680电池能量密度提升5倍,充放电功率提升6倍,续航里程增加16%,每KWh系统成本下降约16%。
在特斯拉的主导下,目前相关车企、电池厂等均以 46 系大圆柱动力电池体系为主要研发对象。
相较于传统电池,大圆柱电池不仅仅在尺寸上进行升级,也在单体和系统层面上进行了技术创新。
4680电池最大的创新是新增无极耳技术,也称全极耳技术。
无极耳技术去掉原有极耳,在电池的一端使用导电涂层进行覆盖,让其与电池壳体直接接触,使电子可以直接在集流体和电池壳体间进行传导,而无需集中在极耳处传导。
相比于传统电池技术,应用无极耳可使电子移动路径缩短 5%-20%,使内阻减小 5-10 倍;可避免电子偏移和过电位现象的产生,提升了电池寿命;导电涂层和电池壳体的接触面积达到 100%,分散了发热区域,有效解决了电池发热问题。
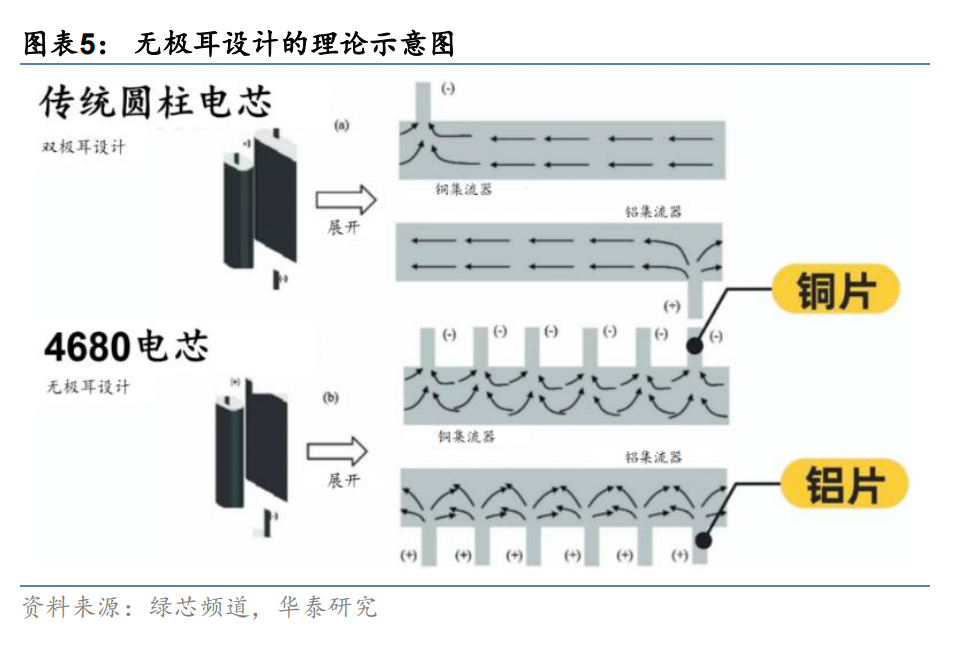
无极耳的设计缩短了电子电流在电池中的移动距离,解决大倍率充放电时温度升高的问题,大幅提高了充电速度,突破了快充的瓶颈。
德国亚琛工业大学 Hendrik Pegel 团队通过对比克电池提供的真实商业化的全极耳大圆柱电池进行参数化建模,数据显示,在电芯不发生析锂的前提下,在20℃温度,4680 圆柱电池能够在 12 分钟内完成从 10%— 80%SOC 的快充,快充性能相比常规单极耳电芯提升3倍。
大圆柱单体电池采用的单侧出正、负极结构,有利于电池系统层面的电气互连。
特斯拉的无极耳设计只有顶壳中间的极柱是正极,极柱以下的表面壳体均为负极,电池的正、负极位于相同方向,9 个电芯并联为一组,每组电芯的正极汇总后连接到下一组电芯的负极。
不同于传统电池采用的铝丝焊接,4680 电池的电芯和集流器采用激光焊接方式,消除了导线连接造成集流器失效的问题,减少了用于电连接的部件数量,降低了部件电阻,增加了电池的能量密度,有利于增加电池尺寸。
特斯拉设计 4680 电池时,创新引入了干电极技术,具体过程为不使用溶剂,直接将 5%-8% 的细粉状 PTFE 粘合剂与正/负极粉末混合,通过挤压机形成薄的电极材料带,再将电极材料带层压到金属箔集电体上形成成品电极,化简了湿法中的浆制、涂布烘干和溶剂回收过程, 提高了极片制备的效率,工艺简单、高度标准化,节约了制作成本。
目前干电极的能量密度超过 300Wh/kg,远期可达500Wh/kg。

特斯拉采用的无极耳解决方案是目前大圆柱的主流技术路线。
具体操作是,在极片卷绕、进卷绕机之前,在极片上面切出一些小口,在卷起来的时候,一边卷、一边把切出来的极耳导向一个位置,最终全部导向一个位置,最后把极耳和回流盘焊接到一起。
各厂商设计的 4680 电池结构件不同,属于非标准件。
特斯拉 4680 电池的上、下表面均与电池侧面壳体机械连接;而根据 LG 新能源的 4680 电池专利说明,电池的上表面独立组装,下表面与侧面合为一体。
从卷芯-无极耳-工艺到设备,一些起步较早的电池企业也有自己的技术路线,各家擅长的领域不同,有各自的壁垒。
从行业来看,大圆柱电池现阶段的量产瓶颈主要来自工艺层面。
大圆柱电池的无极耳创新技术在极耳模切、揉平、无极耳与集流盘激光焊接等工艺环节增加了较多难点,直接影响电池良品率,导致电池规模量产困难。
实现规模量产需达到90%以上的良率,这仅靠电芯企业开发设计大圆柱电池装配段难以实现,还需要联合锂电设备企业进行产品升级和工艺革新,从而实现良率突破,以达到规模量产要求。
“前端制片和传统的圆柱、方壳(电池工艺程序)都差不多,后端的化成也差不多。”樊文光称,如何把卷芯、壳盖、里面的内部元器件更高效高速、可靠地装配起来,目前来说还是挑战比较大的环节,不过一些技术领先的企业已经解决了装配不稳定的问题。
樊文光介绍,目前行业里的顶尖水平可以达到300PPM(Pieces Per Minute缩写,每分钟产出数量)的生产效率,一分钟可以生产300支电芯,一条单线的年产能可以达到10GWh以上,效率和成本都非常优秀。
无极耳圆柱电池规模化生产应用的核心在于通过激光焊接实现集流体与集流盘、正负极盖板的全面积焊接。
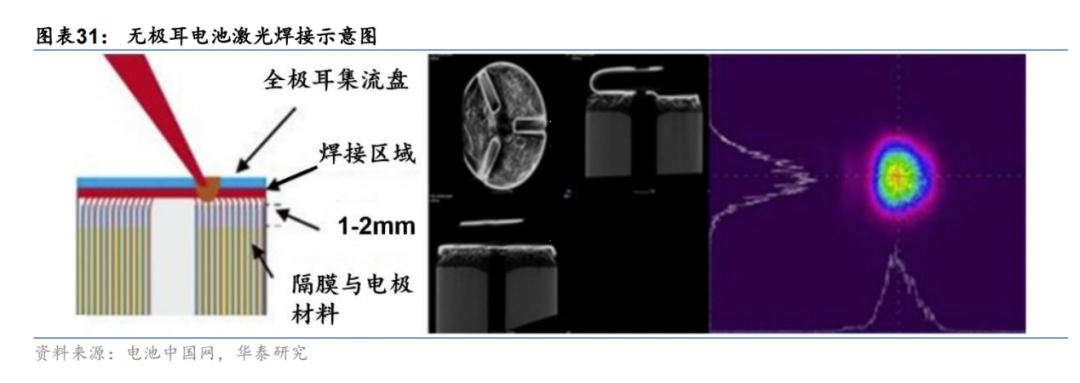
极耳数量的增加,对焊接的精度、质量、一致性提出了更高的要求,促使激 光工艺设备从传统电池的脉冲激光器点焊,转变为 4680 的连续激光焊接设备,激光焊接工序从 5 道增加至 7 道。
单颗方形电池的电池容量约为 150-250Ah,而单颗 4680 电池的电池容量仅为 25Ah,生产一台特斯拉 Model Y 需要约 960 颗 4680 电池。
因此无论从单体电芯层面,还是从所需电池总数层面,4680 电池技术带来的焊点数量,相较传统电池均增加约 5 倍,即生产1 GWh 的 4680 电池,相较于 1865和 2170 电池产线,需要增加 5 台焊接设备。
樊文光也对汽车商业评论记者表示,焊接工艺(包括激光焊接和超声焊接)是目前最大的工艺挑战,“焊接工艺听起来是一个很传统的工艺,其实是最近五年左右才被广泛使用,稳定性很高的激光焊接和超声焊接设备供应商较少。”
华泰证券的研究认为,大圆柱电池现阶段面临的挑战也是商机。
大圆柱电池在工艺、结构层面的要求更加苛刻,为极耳激光切割、揉平、激光焊接等设备环节带来了升级需求,并提高了结构件的行业壁垒,具备全球竞争力的结构件龙头企业将有望受益。
在电池化学材料方面,高镍正极、硅基负极等更高能量密度的化学体系或将迎来新一轮增长机会,同时也将进一步推动大圆柱电池材料体系的更新,促进单壁碳纳米管、新型锂盐 LiFSI获得更大的市场份额 。
本文由汽车商业评论原创出品
转载或内容合作请联系说明
违规转载必究



